|
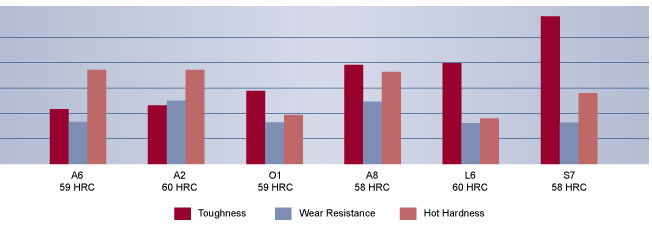
ACD37工具鋼是一種中等合金的空氣硬化工具鋼,其特點是能夠在使用通常與油硬化工具鋼相關的低奧氏體化溫度下進行硬化。它在熱處理中表現出良好的韌性和優異的尺寸穩定性。ACD37是O1油硬化工具鋼和D2高碳高鉻工具鋼之間耐磨性的中間體。
ACD37應用:沖裁和成型模具,裝飾模具,彎曲和成型工具,心軸,卡盤爪,注塑成型工具,定位銷,剪切刀和儀表。
ACD37化學成分
|
碳
|
錳
|
硅
|
鉻
|
鉬
|
|
0.70
|
2.00
|
0.30
|
1.00
|
1.25
|
ACD37相對屬性
 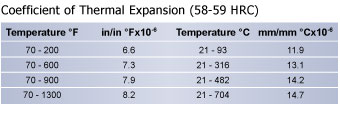
ACD37物理特性
密度: 0.283 lb / in 3(7833 kg / m 3)
比重: 7.83
彈性模量: 30 x 10 6 psi(207GPa)
可加工性: 1%碳鋼的80%
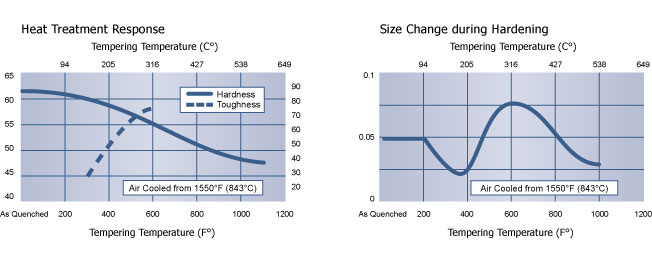
ACD37熱處理說明
硬化
臨界溫度: Ac1:1340oF(727oC)
預熱:加熱速度不超過400oF/小時(222oC/小時)至1200-1300oF(649-704oC)并均衡。
奧氏體化(高溫):從預熱中緩慢加熱。爐或鹽:1525-1625oF(829-885oC)第一英寸(25.4毫米)厚度浸泡30分鐘,每增加一英寸(25.4毫米)浸泡15分鐘。
淬火:空氣或加壓氣體至150-125oF(66-51oC)。當空氣從1575oF(857oC)冷卻時,厚度最大為4英寸(101.6 mm)的尺寸將會變硬。當風速從1625oF(885oC)冷卻時,厚度最大為6英寸(152.4 mm)的尺寸將會變硬。
回火:淬火后立即回火。保持溫度每英寸(25.4毫米)厚度1小時,最少2小時,然后空氣冷卻至環境溫度。典型的回火范圍為350至400oF(177至204oC)。
為了最大限度地減小橫截面內部應力大于6英寸(152.4 mm)并提高熱處理后EDM的工具的穩定性,強烈建議在回火溫度下浸泡4到6小時。
深冷處理: 有些人喜歡進行深冷處理,作為奧氏體化處理中淬火的延伸。其他人喜歡在回火后進行低溫處理。
ACD37退火
退火必須在熱加工后和再硬化之前進行。
加熱速度不超過400oF/小時(222oC/小時)至1370oF(743oC),并保持最高厚度每英寸(25.4 mm)的溫度1小時; 最少2小時。然后用爐子以每小時不超過20oF(每小時11oC)至950oF(510oC)的速度緩慢冷卻。繼續在爐中或空氣中冷卻至環境溫度。所得硬度應最大為248 HBW。
|



