|
A7耐磨工具鋼是一種鉻改性的A7型空氣硬化工具鋼,具有出色的耐磨性。高碳和釩含量導致鋼中有大量硬質碳化釩顆粒。這些碳化物的硬度相當于約80至85 Rockwell C.抵抗與其他鋼的滑動接觸以及與干磨和濕磨的硬磨料顆粒如砂,噴丸介質和陶瓷的接觸。
A7應用:磚模襯里,砂拋釉襯里,拋丸設備襯里,陶瓷擠壓工具,粉末壓實工具和機床方式。
A7化學成分
|
碳
|
錳
|
硫
|
硅
|
鉻
|
鉬
|
釩
|
|
2.60
|
0.60
|
max0.005
|
0.30
|
8.25
|
1.20
|
4.50
|
A7相對屬性
A7物理特性
· 可加工性: 1%碳鋼的20-25%
A7熱處理說明
硬化
臨界溫度: Ac1:1340oF(727oC)
預熱:加熱速度不超過400oF/小時(222oC/小時)至1200-1300oF(649-704oC)并均衡。
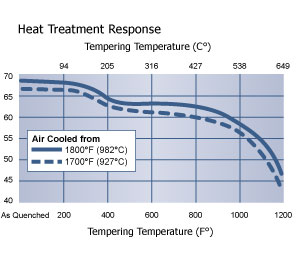
奧氏體化(高溫):從預熱中迅速加熱。爐或鹽:1700-1800°F(927-982°C)。為獲得最大韌性,請使用1700°F(927°C)。為獲得最大耐磨性,使用1800°F(982°C)。
在每英寸(25.4毫米)厚度的溫度下浸泡15分鐘; 最少30分鐘。
淬火:空氣或加壓氣體。對于空氣冷卻,在靜止空氣中冷卻至150-125°F(66-51°C)。
回火:淬火后立即回火。典型的回火溫度為300°F(149°C),以獲得最大的耐磨性。保持溫度4小時,然后空氣冷卻至環境溫度。
在900°F(482°C)以上的溫度下,要獲得最大的韌性,雙重回火,2小時加2小時。
退火
退火必須在熱加工后和再硬化之前進行。
以不超過400°F /小時(222°C /小時)至1500-1550°F(816-843°C)的速率加熱,并保持最高厚度每英寸(25.4mm)的溫度1小時; 最少2小時。然后用爐子以不超過每小時50°F(28°C /小時)至1000°F(538°C)的速度緩慢冷卻。繼續在爐中或空氣中冷卻至環境溫度。最終硬度應最大為293 HBW。
|



